Drill Size For Tapping Threads Chart: Quick Tap Drill Guide
Use a drill size that matches the chart: major diameter minus pitch (metric) or minus 1/TPI.
I’ve used and taught thread tapping for years in shops and on job sites. This guide breaks down the drill size for tapping threads chart clearly. You’ll learn how charts are built, how to pick the right drill for metric and imperial taps, and how to avoid common mistakes. Read on for practical examples, simple formulas, and quick reference tables you can use right away.

Understanding the drill size for tapping threads chart
A drill size for tapping threads chart lists the recommended drill bit diameter to use before tapping a hole. The chart links tap size, thread pitch or threads per inch, and the correct drill. It helps you cut safe, strong internal threads.
Why the chart matters:
- It prevents tap breakage by keeping the right amount of material for threads.
- It sets thread engagement (percent of thread) to balance strength and ease of tapping.
- It saves time by giving instant, trusted drill sizes for standard taps.
Key terms you should know:
- Tap: tool that cuts internal threads.
- Major diameter: outside diameter of the male thread.
- Pitch (metric): distance between threads in mm.
- Threads per inch (TPI): thread count per inch for imperial threads.
- Thread engagement: percent of thread depth engaged by the screw.
Charts are based on standard geometry and typical target thread engagement. Most charts aim for about 60–75% thread. The exact drill size depends on the target percent and the tap style. The drill size for tapping threads chart lets you pick the right balance fast.
How to use a drill size for tapping threads chart
Follow these steps to use any drill size for tapping threads chart properly.
-
Identify the tap type and size
- Find the tap label such as M6 x 1 or 1/4-20.
- Note whether it’s coarse or fine thread.
-
Locate the size on the chart
- Use the chart row for your tap size.
- Read the recommended drill diameter or drill fraction.
-
Verify material and adjust if needed
- Hard or brittle materials may need a slightly larger drill.
- Soft materials may accept a slightly smaller drill for more thread.
-
Prepare and drill the hole
- Use a center punch for accuracy.
- Drill at right speed with sharp bits and correct lubrication.
-
Tap the hole
- Use a taper tap to start, then plug or bottom tap as needed.
- Back out frequently to clear chips and use cutting fluid.
Practical notes when using charts:
- Use chart values as primary guidance, not dogma.
- If you need more or less thread engagement, adjust using the formulas below.
- For blind holes, use bottoming taps and allow extra clearance for chips.
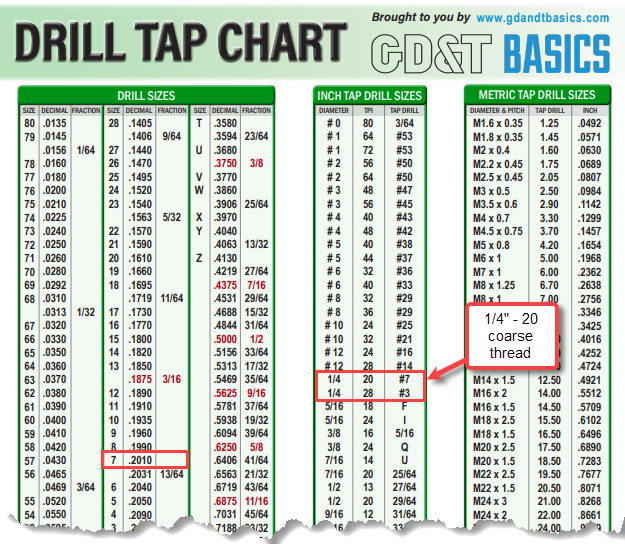
Common tap and drill size charts (imperial and metric)
Below are quick reference tables. These reflect typical chart values you’ll find in the standard drill size for tapping threads chart.
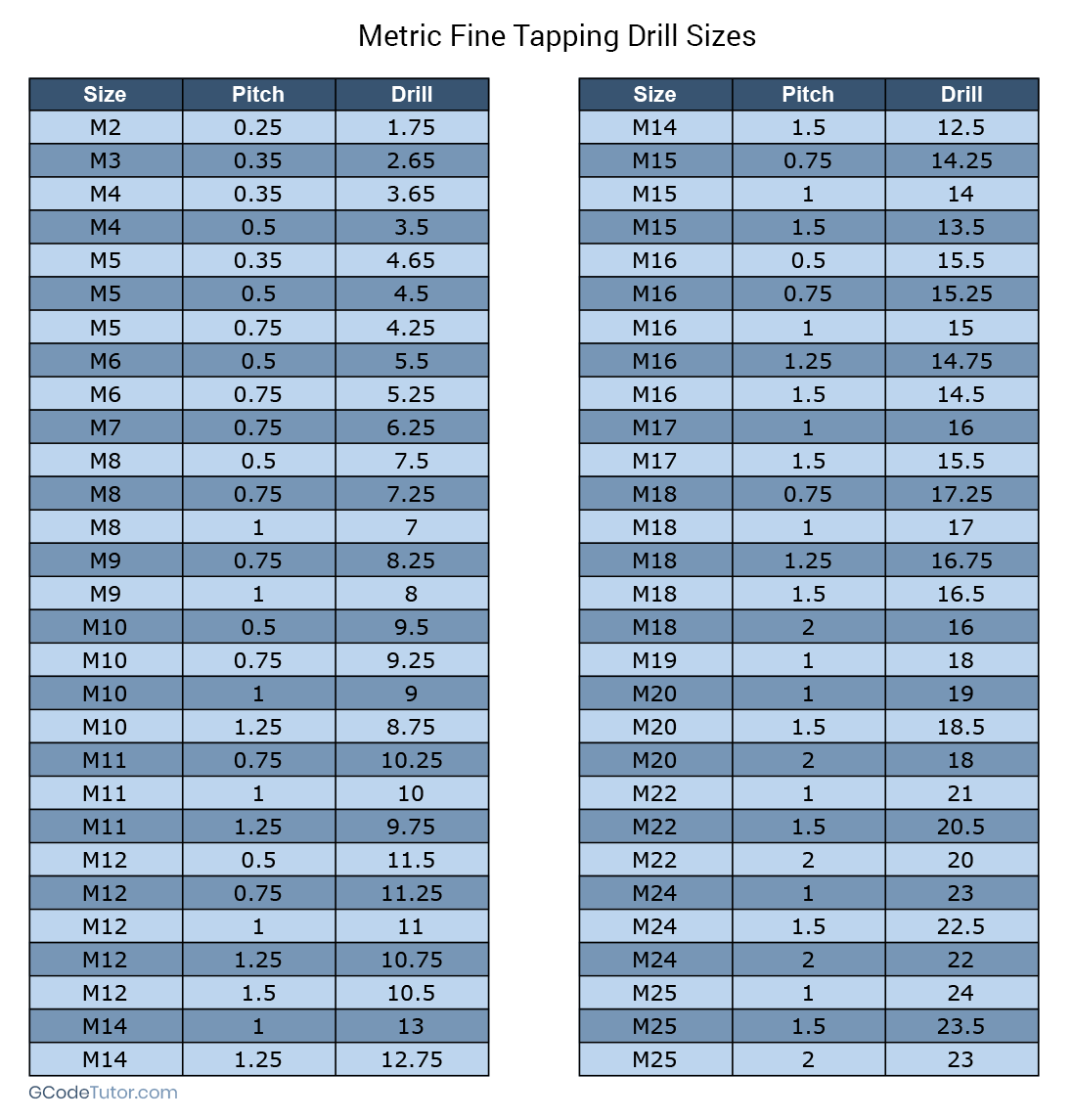
Metric quick chart (common coarse threads)
| Tap | Pitch | Drill (mm) |
|---|---|---|
| M3 x 0.5 | 0.5 | 2.5 |
| M4 x 0.7 | 0.7 | 3.3 |
| M5 x 0.8 | 0.8 | 4.2 |
| M6 x 1.0 | 1.0 | 5.0 |
| M8 x 1.25 | 1.25 | 6.8 |
| M10 x 1.5 | 1.5 | 8.5 |
Imperial quick chart (common UNC/UNF)
| Tap | TPI | Drill (in) | Drill (mm) |
|---|---|---|---|
| 6-32 | 32 | #36 (.1065) | 2.705 |
| 8-32 | 32 | #29 (.1360) | 3.454 |
| 10-24 | 24 | #21 (.1593) | 4.046 |
| 1/4-20 | 20 | 13/64 (.2031) | 5.159 |
| 5/16-18 | 18 | 17/64 (.2656) | 6.746 |
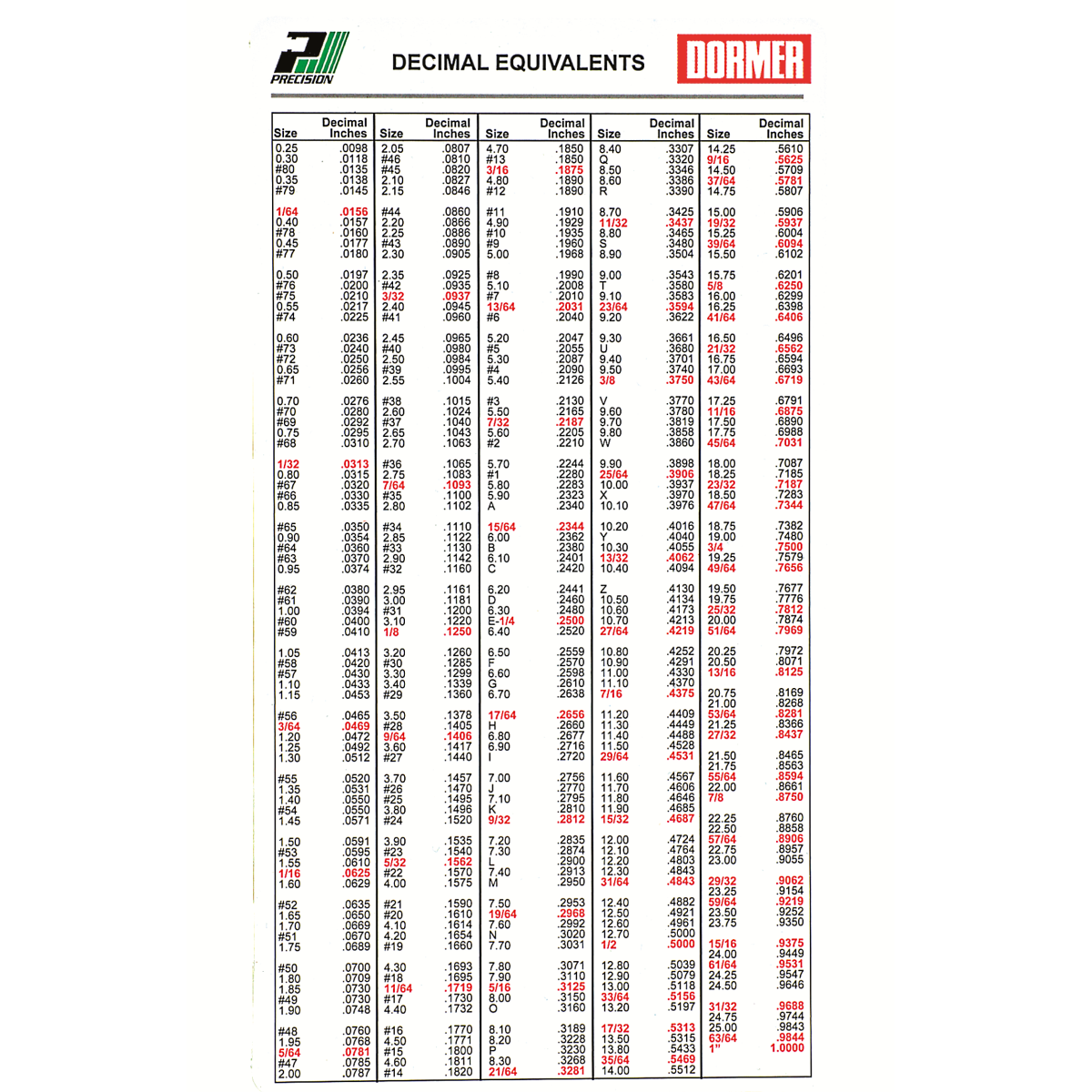
Remember that different charts may round slightly, and drill sizes in shops often come in fractional, letter, or metric sizes. Always match the chart value to the closest available drill. The drill size for tapping threads chart gives the fastest path to the correct bit.

Practical tips, mistakes to avoid, and personal experience
Tips from the shop:
- Use the chart, but test on scrap first. Material and tool wear change results.
- Cut a pilot hole for large taps to stay centered.
- Use sharp taps and proper lube for every job.
Common mistakes I see:
- Using the wrong chart for imperial vs metric threads.
- Choosing a drill that’s too small, which breaks taps.
- Not clearing chips on blind holes, which jams taps.
A short story from my workbench:
I once tapped dozens of aluminum parts using the wrong drill listed in a worn chart. Taps kept breaking and I wasted time. After switching to a verified drill size for tapping threads chart and using cutting oil, taps went smoothly and threads held well. The lesson: trust a good chart and keep tools sharp.
Examples and quick reference formulas
Simple rules that back most charts:
- Metric general rule: Drill = Major diameter − Pitch. This is a quick rule used by many shops.
- Imperial general rule: Drill = Major diameter − (1 / TPI). This is common for UNC/UNF threads.
Examples
- Metric example: M6 x 1.0 => Drill ≈ 6.0 − 1.0 = 5.0 mm. Use 5.0 mm bit.
- Imperial example: 1/4-20 => Drill ≈ 0.250 − 1/20 = 0.250 − 0.050 = 0.200 inch. The closest common drill is 13/64 (.2031 inch).
Adjust for thread engagement:
- More thread engagement increases strength but makes tapping harder.
- If you want stronger threads in soft metal, pick a drill slightly smaller than chart value.
- For hard metal, pick the chart value or slightly larger to reduce tap stress.
How percent thread ties in
- Charts are usually set for about 60–75% thread engagement.
- Use a smaller drill for more than 75% engagement. Expect harder tapping.
When to use special taps
- For blind holes, use bottoming taps and a smaller final drill when needed.
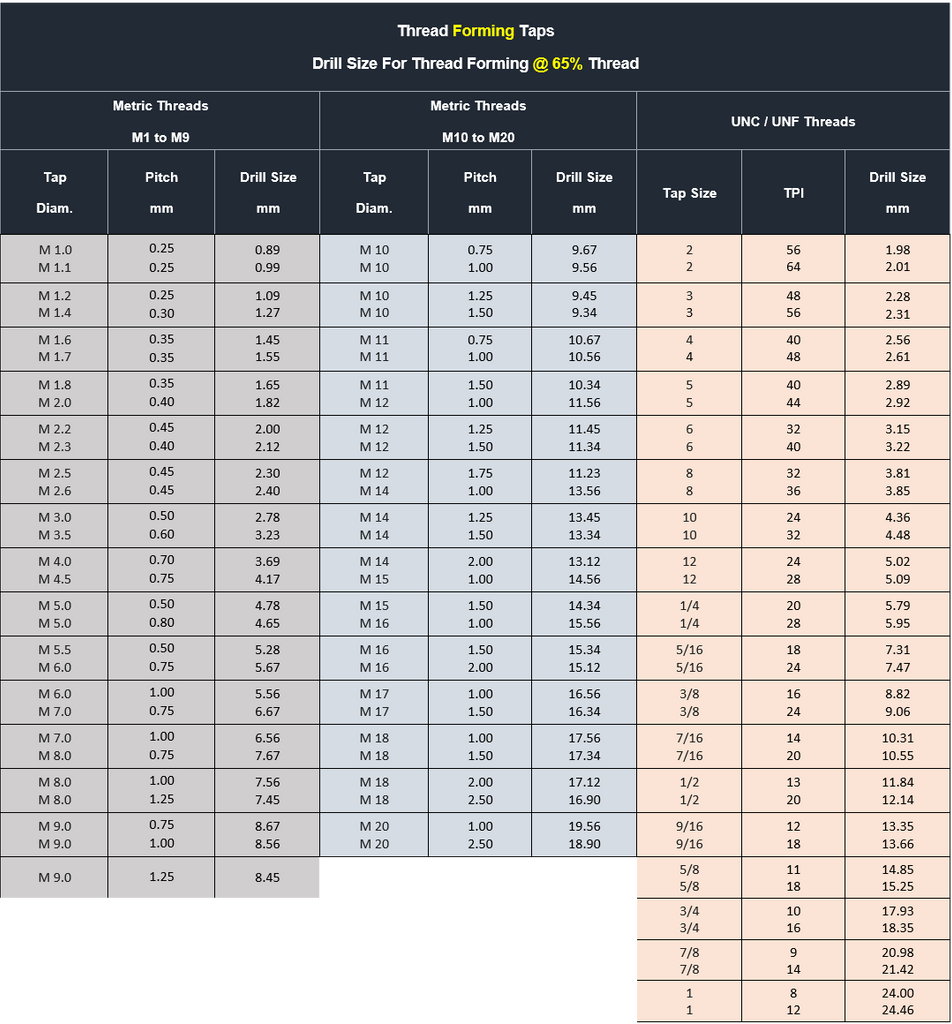
- Roll-form taps don’t remove material; they require different drill sizes listed in specific charts.
Frequently Asked Questions of drill size for tapping threads chart
What is a drill size for tapping threads chart used for?
A drill size for tapping threads chart tells you which drill bit to use before tapping. It ensures correct thread engagement and reduces the chance of broken taps.
How do I calculate a tap drill size for metric threads?
A simple way is Drill = Major diameter − Pitch. This gives a good starting point for common coarse metric threads.
How do I calculate a tap drill size for imperial threads?
Use Drill = Major diameter − (1 / TPI). This formula gives a basic drill size for many UNC/UNF taps.
Should I change the chart drill for different materials?
Yes. Hard materials often need slightly larger drills to reduce tap stress. Soft materials can use slightly smaller drills for stronger threads.
Can I use fractional drills instead of metric or numbered drills?
Yes. Pick the closest standard drill size and test on scrap. The drill size for tapping threads chart lists exact values; then choose the nearest available bit.
What happens if I use a drill that’s too small?
You risk high tap torque and broken taps. Threads will be stronger but tapping becomes difficult and failure risk rises.
Is the chart the same for form taps?
No. Form taps displace material and need different drill sizes. Use a chart specific to roll-form or thread-form taps.
Conclusion
The drill size for tapping threads chart is your quick path to safe, strong internal threads. Use the chart as your baseline, verify with simple formulas, and adjust for material and tap type. Test on scrap when unsure, keep tools sharp, and use proper lubrication to avoid broken taps. Try the sample chart sizes here on a practice piece, then apply them to your next project. If this helped, leave a comment, subscribe for more practical tips, or share your tapping stories below.